Ask any production manager in the corrugated packaging sector what keeps them awake, and alignment drift on the laminator often ranks high. When a printed topliner and a fluted medium don’t bond within a tight tolerance, the fallout is immediate: misregistered die-cutting, rejected pallets, and a rising percentage of waste sheets. Yet when it’s time to invest in a new machine, the evaluation process frequently zeroes in on maximum mechanical speed or the upfront price, while several quieter specifications silently determine daily output quality and the true cost of ownership.
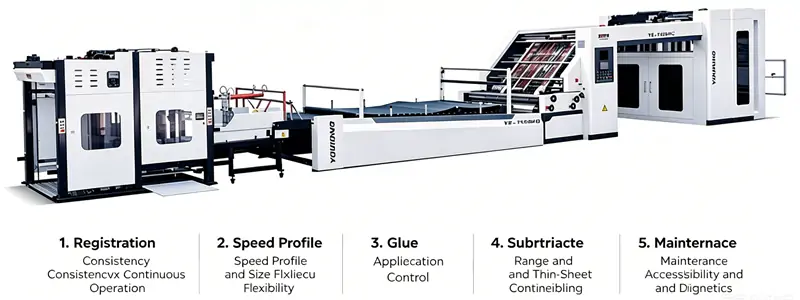
This guide isolates five often-underestimated parameters that should anchor any side-by-side comparison. Each one directly influences scrap rate, job changeover time, or long-term reliability. No single machine excels in every dimension, but understanding where the trade-offs lie will help you match a machine’s strengths to the actual mix of orders running through your plant.
Registration accuracy is not just the number printed in a brochure — it’s the ability to hold that number at 4,000 sheets per hour, day after day, across varying basis weights and flute profiles. In the corrugated laminating process, the printed topliner must align with the single-face web or sheet with a consistency that preserves the subsequent die-cutting registration. A machine that drifts by as little as 0.3 mm over a long run forces the die-cutter operator to make constant adjustments, turning a supposedly automated flow into a hands-on monitoring chore.
When comparing specifications, look beyond the static tolerance. Ask how the registration system maintains alignment as the machine accelerates from low speed to top speed and as the pile height in the feeder changes. Mechanical side-lay push guides with hardened stops, digital encoder feedback on the sheet advance axis, and servo-controlled alignment tables are features that translate into stable, low-effort operation. In many plants, field observations show that machines relying solely on non-servo mechanical registers can start showing cumulative drift once feeder components warm up — a detail that only becomes visible during a multi-hour production trial.
For packaging converters producing high-end litho-laminated retail boxes, a laminating line that consistently holds ±0.5 mm registration from first sheet to last is the difference between a 2% and an 8% waste rate. If your evaluation focuses primarily on registration stability in real-world conditions, it may be worth examining single-face laminating systems with servo-assisted alignment that provide detailed statistical process data from their control systems.
Maximum mechanical speed is a headline number, but it tells you almost nothing about productive throughput. A far more revealing metric is the speed profile across the machine’s full format range. Many machines can run at 120 meters per minute when processing B-flute in a medium sheet size, but their speed may drop by 30% or more when switching to a micro-flute sheet for luxury packaging or when handling a 1,650 mm x 1,650 mm full-format sheet.
The specification that matters here is the relationship between sheet size, flute type, and achievable speed without compromising registration or glue application. Machines designed with independent feeders and delivery drives, lightweight gripper bars, and dynamic pressure control in the nip section maintain a flatter speed curve. This directly impacts your ability to quote competitive lead times for mixed orders — short runs of oddly sized displays, for instance, remain profitable only if the laminator’s changeover and speed flexibility align with that reality.
Additionally, look at the time taken to switch from one sheet size to another. Units with motorised side lay positioning, digital recipe storage, and tool-less adjustment of the feeder suction head can reduce a 15-minute changeover to under 3 minutes. Over a year of 4 to 5 daily changeovers, that difference returns weeks of productive capacity. If your shop handles a high variety of box sizes and flute combinations, exploring rapid-changeover corrugated laminators that prioritise format flexibility can turn job-shop complexity into a competitive edge rather than a bottleneck.
In a laminator, the glue application unit does far more than apply adhesive; it determines whether the final board stays flat, whether the printed surface remains free of glue marks, and how much adhesive cost is absorbed per thousand sheets. Roller-based systems, curtain coaters, and slot-die applicators each come with their own coverage patterns, maintenance profiles, and forgiveness for operator error.
The spec to compare is not simply “glue consumption in grams per square meter,” but the ability to maintain a uniform film thickness across the full sheet width, especially at the edges and trailing corners where starvation or over-application commonly occurs. A system that allows independent adjustment of the glue film on the left and right sides helps compensate for the slight crowning of rollers, extending the life of consumables. In addition, consider how the unit handles the shut-down and restart moments — non-return glue valves, automatic doctor blade lift-off during stops, and quick-flush circuits keep adhesive from skinning over on the roller surface, preventing those frustrating first-ten-sheets-of-the-morning quality issues.
For operations running high-graphic cartons or food-safe packaging, a closed-chamber doctor blade system, often integrated into higher-tier laminators, can reduce misting and keep the work environment cleaner. The practical benefit translates into fewer wash-ups, lower Volatile Organic Compound exposure for operators, and a measurable drop in glue-related rejects. If glue control and cleanliness rank high on your list, you might evaluate precision glue application laminating equipment that cites actual coverage uniformity data rather than just theoretical minimums.
Corrugated converting today is not just about A, B, and C flutes. The growth of e-commerce and point-of-sale displays has pushed micro-flutes (E, F, N) and lightweight papers into the mainstream, while heavy-duty industrial packaging still relies on double-wall combinations. A laminator’s substrate envelope — from the thinnest topliner grammage to the thickest combined board — defines which orders you can accept without process gymnastics.
The most revealing specification is often the minimum topliner weight the machine can process without wrinkling or tearing. Many machines can handle a 200 gsm kraft topliner without issue, but the moment you feed a 100 gsm coated paper with a delicate printed surface, a suction feeder that was acceptable on heavier stock may start causing scuff marks or mis-feeds. Specifications to compare include the feeder’s air-blast separation control, the use of non-contact sheet guiding (Venturi elements instead of mechanical guides for the printed side), and the ability to adjust compression roller pressure independently for each flute height.
A well-designed flute laminating machine will have a clearly stated substrate range validated by the manufacturer, ideally with documented runnability tests on your representative materials. When evaluating specification sheets, look for explicit statements about tested grammage ranges for both topliner and single-face, not just the maximums. If you are increasingly asked to run delicate or thin substrates, this single specification can determine whether you install a versatile asset or a bottleneck. To see how a flute laminating machine addresses substrate variety through its feeder and compression design, examining the technical drawings and material compatibility charts is a good starting point.
When a laminator is down, every minute of downtime eats directly into your delivery commitments. Yet maintenance access is often judged by a quick look at the outside of the machine, not by a walk-through of a 500-hour preventive service. The specifications that predict uptime are often unglamorous: the positioning of pneumatic valves for easy exchange, the clarity of fault diagnostics on the HMI, the availability of remote troubleshooting, and whether the glue pan can be removed without a tool and without disrupting the side frames.
A few indicators to compare: look at the number of centralised grease points versus points that require individual attention; check if the registration cameras (if present) are protected from dust ingress and vibration; and assess whether the control system provides historical alarm logs and component lifecycle counters that help your team move from reactive to condition-based maintenance. Machines that offer step-by-step fault recovery guidance on the screen, rather than just error codes, reduce the dependency on senior operators and make night-shift troubleshooting far less stressful.
From a cost perspective, a laminator that adds 2% to availability through smart maintenance design can pay back its price difference in avoided rush charges and overtime within a year. It’s a specification that doesn’t show up on a price comparison spreadsheet but reveals itself in the monthly maintenance log and the plant manager’s morning report.
No single specification stands alone. A machine with outstanding registration accuracy but poor thin-substrate feeding will struggle in the luxury packaging niche. One with a brilliant glue system, but a steep speed drop-off at large formats will frustrate a high-mix shop. The art of evaluation is to weigh each specification against your current order book and your three-year product roadmap. Table 1 offers a quick cross-reference.
| Specification | Why It Matters | Look For |
|---|---|---|
| Registration consistency | Determines die-cutting accuracy and waste rate | Servo alignment, real-time drift correction, statistical capability data |
| Speed profile & size flexibility | Defines productive capacity across mixed orders | Flat speed curve across formats, motorised handover, recipe storage |
| Glue application control | Affects board flatness, adhesive cost, and print surface quality | Uniform film coverage, independent side control, closed-chamber or quick-flush design |
| Substrate range | Defines the order types you can accept profitably | Min./max. topliner weight, verified runnability on micro-flutes, non-contact sheet guides |
| Maintenance accessibility | Determines true uptime and labour stress | Centralised lubrication, HMI-guided troubleshooting, quick-remove glue components |
The corrugated packaging market continues to demand shorter runs, faster turnarounds, and higher print quality — trends that make the specification sheet of your next laminator more important than ever. Instead of comparing machines on peak speed alone, a methodical weighting of the five parameters above leads to a capital investment that performs consistently in the daily reality of your plant.
If you are currently mapping specifications across several options and want a structured way to compare them against your job mix, taking a look at YOUBOND’s range of corrugated laminating solutions can provide a concrete set of performance data to anchor your evaluation matrix.
FEFCO (European Federation of Corrugated Board Manufacturers) – Good Manufacturing Practices for Corrugated Converting
TAPPI T 402 – Standard Conditioning and Testing Atmospheres for Paper, Board, and Pulp Handsheets
ISO 12647-2 – Graphic technology — Process control for the production of half-tone colour separations, proof and production prints — Part 2: Offset lithographic processes
Note: External standards are cited for reference purposes. Always verify machine performance against your specific material set and production environment.
GET A QUOTE